

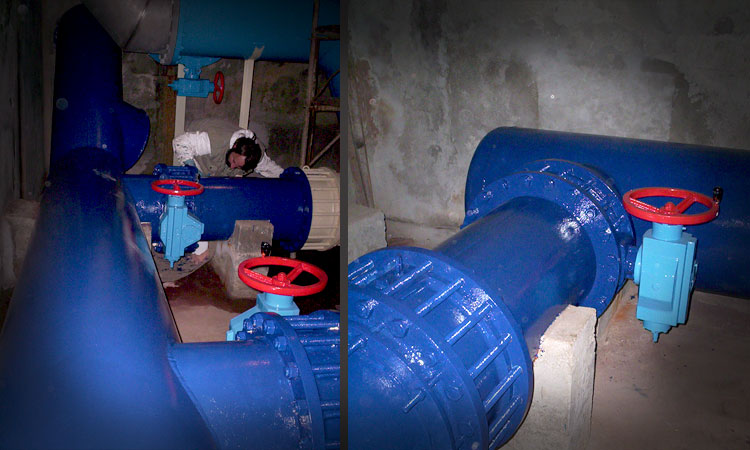



Peinture industrielle et anticorrosion
La peinture anticorrosion est utilisée sur les ouvrages métalliques. L’application de ce type de revêtement se déroule en trois étapes :
La préparation de surface
La préparation de surface est un élément essentiel de l’efficacité et de la pérennité de la protection anticorrosion. Il convient de ne pas la négliger. Cette étape a pour but d’éliminer les « polluants » (graisse, sel, calamine, oxydes, …) entre le système de protection anticorrosion et le métal.
5 méthodes peuvent être utilisées :
- Dégraissage : obligatoire lorsque la surface à peindre est souillée par des corps gras. Le procédé le plus utilisé est le dégraissage aux solvants.
- Décapage mécanique manuel : brossage, grattage des surfaces pour éliminer la rouille et la calamine non adhérentes. Il doit être réservé à des travaux simples ne demandant pas des performances élevées.
- Décapage mécanique : consiste à éliminer oxydes et calamine non adhérents à l’aide d’un outil mécanique (ponceuse, pistolet à aiguilles, …). Méthode plus efficace que le décapage manuel mais insuffisant pour obtenir une protection anticorrosion de haut niveau.
- Décapage par projection d’abrasif à grande vitesse : sablage, grenaillage. Méthode très utilisée à la chaque fois qu’elle est possible. Elle permet d’obtenir de meilleurs résultats avec le plus de fiabilité.
- Décapage à haute pression (THP et UHP) : décapage à l’eau allant de 1000 à 3000 bars.
La Société MARTIN dispose de tous les types de moyens techniques de décapage.
Des normes fixent le niveau de qualité du décapage sur acier et précisent le résultat à obtenir pour un mode opératoire donné.
| Méthode de décapage de l’acier | Normes ISO 8501-1 ISO 8501-2 |
O N H G P I |
| Dégraissage | ||
| Décapage manuel | St2 | |
| Décapage mécanique | St3 | |
| Décapage à l'abrasif | Sa1 | DS 1 (décapage léger) |
| Sa2 | DS 2 (décapage soigné) | |
| Sa2.5 | DS 2.5 (décapage très soigné) | |
| Sa3 | DS 30 (décapage à blanc) |
La notion de rugosité.
Le décapage par projection d’abrasif permet d’obtenir la rugosité du support nécessaire à une bonne adhérence des couches de peintures anticorrosion. La rugosité est évaluable par comparaison viso-tactile et par mesure. Différentes normes peuvent s’appliquer :
- Normes NFE 05 051 et ISO 2632 : cette évaluation s’effectue par comparaison viso-tactile avec les surfaces standards du rugotest n°3 du LCA-CEA
- Norme NF EN ISO 8503-1à4 : cette évaluation se fait par comparaison viso-tactile par rapport à des standards ISO appelés « cadrans » et définis dans la norme. Il existe deux types de cadran : G pour des profils après projection d’abrasifs à grains réguliers et S pour des profils après projection à grains irréguliers. Les rugosités sont classées sous 3 profils : fin, moyen, grossier.
- Norme NFE 05 015 par mesure : on utilise un rugosimètre (appareil équipé d’un palpeur permettant l’affichage sous forme numérique ou graphique). La valeur obtenue est exprimée le plus couramment en Ra.
La notion de degré d’enrouillement
Le degré d’enrouillement est la cotation de l’état de surface à partir d’un cliché de référence de la norme NF T 30071. Cette norme définit et illustre le degré d’enrouillement dans un ordre croissant de Ri 0 à Ri 5. Il est très souvent utilisé pour :
- Définir la dégradation de la surface peinte avant la mise en peinture
- Définir un état de surface lors d’une garantie
| DEGRÉ D’ENROUILLEMENT | Surface rouillée visible de la surface totale (en %) | |
| Echelle européenne | Echelle ISO | |
| Re 0 | Ri 0 | 0 |
| Re 1 | Ri 1 | 0.05 |
| Re 2 | Ri 2 | 0.5 |
| Re 3 | Ri 3 | 1 |
| Re 4 | Ri 4 | 8 |
| Re 5 | Ri 5 | 40 à 50 |
Le primaire
Cette étape consiste à appliquer une couche de primaire. Le primaire est un inhibiteur de corrosion qui assure une protection temporaire en attendant l’application de la couche de finition.
La finition
Cette étape consiste à appliquer au pistolet une peinture (généralement une laque polyuréthane industrielle bi-composant). Dans le cas d’une utilisation de rouleaux, brosses et pinceaux une seconde couche sera nécessaire. La finition assure une protection globale de l’ouvrage et une fonction d’esthétique (brillant, mat, satiné, couleur).